Wir begleiten Ihr Projekt – von der Strategie bis zur Realisierung
Wir betrachten die Prozesse und Strukturen unserer Kunden ganzheitlich. Unsere Mitarbeiter begleiten Sie zuverlässig über alle Projektphasen hinweg - zusammen gestalten wir, was Sie morgen vorantreibt.
Unsere Branchen
Wir verfügen über ein umfangreiches Portfolio mit passenden Lösungen für Ihre Branche. Gemeinsam mit unseren Kunden entwickeln wir maßgeschneiderte Konzepte, damit Sie aktuelle und langfristige Herausforderungen Ihrer Branche meistern.


Unternehmen, die wir bereits erfolgreich begleitet haben.
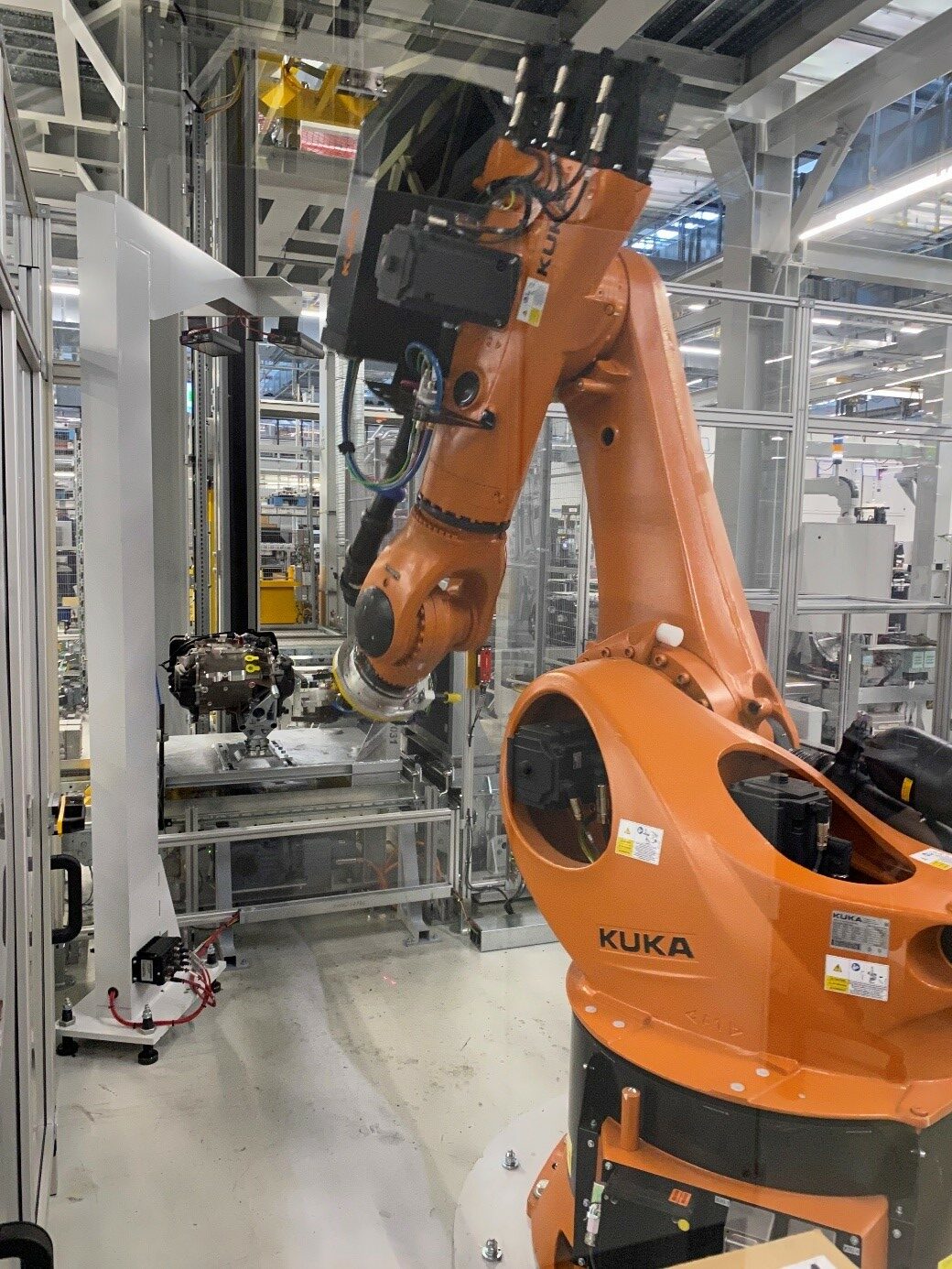
Automatisiertes Hochregallager: MALORG GmbH als Wegbegleiter von der Planung bis zur Inbetriebnahme
Planung, Realisation
Mehr erfahren
Aeropark für Airbus Varel: Konzeptplanung und Lastenhefterstellung für ein neues Dienstleistungszentrum
Planung
Mehr erfahren
Konzept und Detailplanung mit Ausschreibung für ein KLT-Montageversorgungslager
Planung, Realisation
Mehr erfahren
Planung und Realisierung des Montageversorgungs- und Versandlagers
Planung, Realisation
Mehr erfahren
Planung und Realisierung der innerbetrieblichen Logistik
Planung, Realisation
Mehr erfahren

Von der Beratung bis zur Realisierung: Einführung eines Warehouse Management Systems
Planung, Realisation
Mehr erfahren
Ersatzteillager mit Sortiertechnik für Versandkartons
Planung, Realisation
Mehr erfahren
Wir bringen Ihre Herausforderung zum Erfolg
Die Logistikbranche ist dynamisch und steht kontinuierlich vor neuen Herausforderungen. Neue Entwicklungen und Trends, wie Lösungen aus dem Industrie 4.0 Bereich, sind Bausteine, die Ihre Logistikstrukturen stabil für die Zukunft ausrichten. Wir unterstützen Sie bei der optimalen Lösung und passen unsere Strategie an die neuen Entwicklungen der Branche an.
Aktuelles bei MALORG

















3D-Druck in der Logistik
Mehr erfahrenAutomatisches Kleinteillager (AKL) vs. Shuttle-System
Mehr erfahrenAutomatisierte LKW-Verkehre auch auf unseren Straßen?
Mehr erfahrenAutomatisiertes Hochregallager: MALORG GmbH als Wegbegleiter von der Planung bis zur Inbetriebnahme
Mehr erfahrenAWF-Arbeitsgemeinschaft: Fabrikplanung 4.0
Mehr erfahrenAWF-Arbeitsgemeinschaft: Lager-Management mit SAP®
Mehr erfahrenBlockchain in der Logistik
Mehr erfahrenCO2-Emissionen in der Logistikbranche
Mehr erfahrenDefinition und Aufgaben eines effizienten Retourenmanagements
Mehr erfahrenEchtzeittracking – Prozessoptimierung mit RTLS
Mehr erfahrenEffizienzsteigerung durch eine Netzwerkoptimierung
Mehr erfahrenEinsatz von Künstlicher Intelligenz (KI) in der Logistik
Mehr erfahrenEinsatzgebiete von Fahrerlosen Transportsystemen (FTS)
Mehr erfahrenForschungsprojekt gegen Lebensmittelverschwendung in der Logistik
Mehr erfahrenHerausforderungen der Letzte Meile Logistik
Mehr erfahrenLogistik im Zeitalter der Industrie 4.0
Mehr erfahrenOnline Seminar: Ladungsträgermanagement in der Logistik 4.0
Mehr erfahrenPotentiale der Kanban-Methode in der Produktionslogistik
Mehr erfahrenProjektmanagement als Hebel für die Wettbewerbsfähigkeit
Mehr erfahrenRetrofit: Modernisierung von Anlagen und Maschinen
Mehr erfahrenRFID in der Logistik
Mehr erfahrenSupply Chain Management in der Logistik
Mehr erfahrenWas ist Logistikberatung?
Mehr erfahrenWir sind ISO 9001 zertifiziert – doch was genau bedeutet das?
Mehr erfahrenKontaktieren Sie uns.
wir sind für Sie erreichbar
von Montag bis Freitag.

